



為提高熱壓成型電梯配重塊的質(zhì)量,適應生產(chǎn)工藝需要,液壓系統(tǒng)采用電液比例伺服系統(tǒng),所有壓力的調(diào)整都采用比例閥通過數(shù)控系統(tǒng)調(diào)節(jié),對于大流量的液壓系統(tǒng)的比例控制必須采用閉環(huán)控制。那么3000噸熱壓電梯配重塊液壓機在伺服系統(tǒng)一體化控制方面的設計如下:

(1)滑塊壓力的精確閉環(huán)比例控制。3000噸熱壓電梯配重塊液壓機采用比例伺服控制系統(tǒng),實現(xiàn)滑塊壓力精確控制,系統(tǒng)設計有相應的比例壓力閥和高精度壓力傳感器,構成閉環(huán)控制,保證模具沖壓時的壓力值,使熱壓成型的電梯配重塊密實度更高,質(zhì)量更好。
(2)3000噸熱壓電梯配重塊液壓機滑塊位置的精確閉環(huán)控制。在精密控制系統(tǒng)壓力的同時,液壓系統(tǒng)設計中還增加了滑塊位置閉環(huán)控制系統(tǒng),該系統(tǒng)由位移傳感器、比例換向閥等元件組成,控制算法采用PID控制理論。經(jīng)檢測該系統(tǒng)重復控制精度不大于±0.02mm。
(3)滑塊快速運動控制技術,通過比例元件減少沖擊。通過液壓系統(tǒng)中的大流量充液閥系統(tǒng),實現(xiàn)3000噸熱壓電梯配重塊液壓機快速下行、工進慢行的精密沖壓要求,快進速度達到450mm/s,工作速度達到35mm/s,縮短了加工時間,提高了工作效率。
(4)節(jié)能液壓系統(tǒng)的設計。采用熱平衡綜合分析技術研究系統(tǒng)發(fā)熱原因,采用比例泵直接控制保壓過程等技術,減少能量損失。在此基礎進一步采用伺服泵控制技術成功開發(fā)出全伺服控制液壓機,實現(xiàn)高節(jié)能50%的效果。

3000噸熱壓電梯配重塊液壓機
3000噸熱壓電梯配重塊液壓機具有效率高、速度快、節(jié)能等特點。液壓系統(tǒng)為電液比例分級控制,電氣系統(tǒng)采用PLC+工業(yè)觸摸屏控制,數(shù)顯和安全功能齊全,配有自動超越程測量裝置,光機電一體化程度高;機身選用三梁四柱式結構,簡單、經(jīng)濟、實用。獨立的電氣控制系統(tǒng),工作可靠,動作直觀,維修方便。滑塊的工作壓力,空載快遞下行和慢速工作的行程范圍均可根據(jù)工藝需要進行調(diào)整。可實現(xiàn)定程、定壓二種成型工藝,并具有保壓延時等功能。可選配附件:沖裁緩沖裝置、快遞行程沖液裝置、光幕安全保護裝置、冷卻裝置、PLC觸摸屏控制分流、工作燈等。
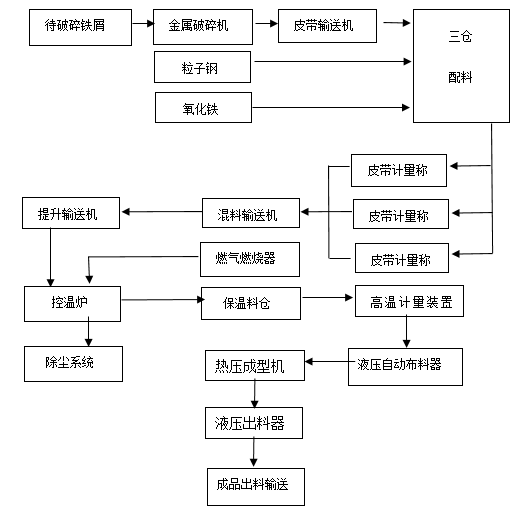
電梯配重塊熱壓成型工藝流程
電梯配重塊熱壓成型工藝設備主要設備及成品有:金屬破碎機、皮帶輸送機、控溫爐、高溫儲料倉、高溫計量裝置、液壓自動布料器、熱壓成型機、配重塊定制模具、液壓出料裝置、自動化控制系統(tǒng)、高溫尾氣冷卻裝置、除塵器及附屬設備。新型電梯配重塊熱壓成型工藝設備-電梯配重塊熱壓成型機、配重塊熱壓液壓機設備,歡迎咨詢山東威力重工張經(jīng)理:18306370898(可加微信)通常50kg選用3000噸四柱液壓機,70kg的配重塊就需要使用5000噸四柱液壓機。。山東威力重工均可為客戶設計定做,公司在大型鍛造液壓機、拉伸液壓機、模壓成型機、熱壓液壓機等方面有豐富的設計制造經(jīng)驗。采購定做3000噸熱壓電梯配重塊液壓機山東威力重工值得信賴。
上一篇:上一篇:熱壓電梯配重塊需要多少噸位液壓機?
下一篇:下一篇:動力電池外殼沖壓成型液壓機的組成與技術參數(shù)

