






- 產品名稱:2000噸挖掘機履帶板鍛造液壓機-履帶板鍛造設備
- 推薦度:

履帶板,是工程機械的底盤件之一,是所使用的工程機械的一種易損件。現在常用在挖掘機、推土機、履帶起重機、攤鋪機等工程機械上面。工程機械上的履帶板從材料上來為,可分為:鋼材與橡膠。鋼材的履帶板多用于噸位比較大的設備上,橡膠履帶板多用在小噸位的設備上。鋼的履帶板可分為:挖掘機用板、推土機用板,這兩種是最常用的,以型鋼為原材料。
履帶板形狀復雜,各部位截面起伏大,某些部位具有很大的高度落差,成形難度大。采用鍛造成型的方法能夠很好的解決鑄造工藝帶來的弊端。那么生產這種大型履帶板選用哪種鍛造設備好呢?

首先,針對履帶板,設計其鍛件圖,確定計算毛坯的尺寸,確定終鍛模膛的尺寸;對履帶板零件進行工藝分析,確定公差、模鍛斜度和圓角半徑等,最后完成了鍛件圖的繪制。然后進行模鍛工步的選擇,確定毛坯尺寸和下料尺寸,完成模膛的布排。其次,對鍛件的成形過程進行數值模擬。再次,對履帶板的鍛后微觀組織進行模擬;第四,對履帶板的熱處理工藝進行數值模擬。確定完,這些后,就可以對所需要的履帶板鍛造設備進行采購,整個生產過程,所需要履帶板鍛造液壓機推薦使用三臺,山東威力重工推出,一款2000噸履帶板鍛造液壓機、1000噸挖掘機履帶板模鍛液壓機、160噸履帶板熱鍛機等。目前,客戶已經使用這三套設備,完成了對挖掘機履帶板的鍛造生產制造。
具體的鍛造工藝步驟如下:

1、毛坯下料:準備圓棒料以及棒料剪切機,將圓棒料在棒料剪切機上進行鋸切,獲取下料尺寸的棒料;具體的,根據鍛造前后材料體積不變定律,以及鍛造毛坯經驗公式,初略計算出棒料尺寸,同時運用鍛造三維模擬軟件,將φ200mm、φ190mm、φ180mm三種規格棒料分別進行鍛造模擬分析。
2、棒料加熱:準備箱式電阻爐,利用箱式電阻爐對步驟s01中獲取的棒料進行加熱處理;因鍛造設備與箱式爐距離較遠,溫度控制范圍為1230℃,可以提高塑性,降低變形抗力。
3、預鍛成形:準備預鍛模具以及模鍛錘,利用2000噸挖掘機挖掘機履帶板遁走啊液壓機對步驟s02中加熱后的棒料進行鍛打,形成預鍛毛坯;
4、鍛造成形:準備終鍛模具,將步驟3中的毛坯取出,并清理氧化皮后入終鍛模具鍛造,用1000噸履帶板鍛造液壓機進行鍛打,獲取成形履帶板;具體的,準備噴霧脫模劑,第一次鍛打之后,待鍛件完全脫模后及時清理鍛模型腔內的氧化皮,后續配合使用噴霧脫模劑,多次打擊成形。
5、沖孔切邊:準備沖孔切邊復合膜以及160噸熱模鍛液壓機,采用沖孔切邊復合模,在160噸模鍛液壓機上對履帶板進行熱切邊及沖孔,并使用卸料元件來提供足夠的壓緊力與卸料力,完成對履帶板的鍛造;為保證該工位有足夠的壓緊力及卸料力,卸料元件采用氮氣彈簧,熱切時,帶筋板的凸模放置在下模,做好鍛件的定位及下模限位,使切邊凹模及沖頭進入凸模30mm。
6、調質熱處理:將上述步驟5中鍛造完成的履帶板通過淬火回火工藝熱處理,淬火介質為水,淬火溫度為860℃,淬火時間為2分鐘,回火溫度為220℃,回火時間控制在3小時。

挖掘機履帶板沖孔工序
挖掘機履帶板沖孔工序
山東威力重工可為客戶提供定做多種噸位、結構的挖掘機履帶板鍛造液壓機設備,如:1000噸、1200噸、1500噸、2000噸、2800噸、3000噸、4000噸、5000噸等履帶板鍛造液壓機。除此以外,公司設計制造的這套設備,還可用于挖掘機斗齒的鍛造成型,只需更換模具即可。采購了解該設備,可咨詢公司張經理:18306370898(可加微信)
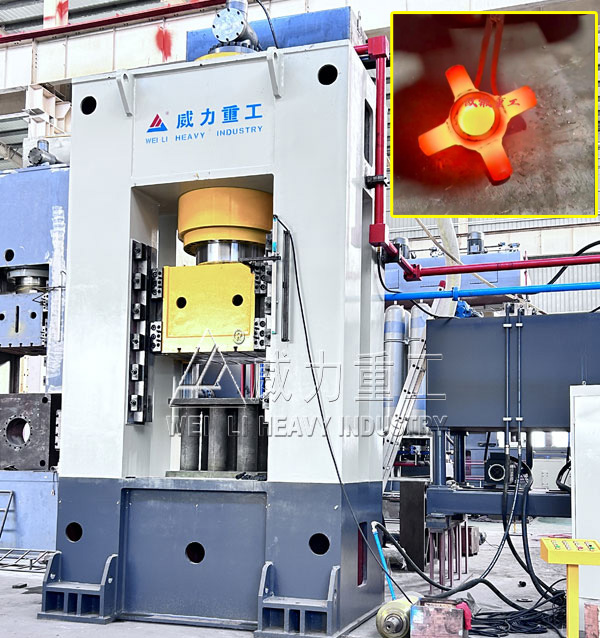
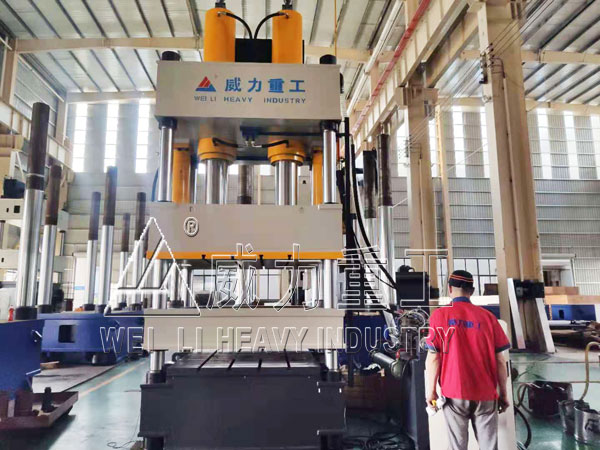
2000噸挖掘機履帶板鍛造液壓機:
2000噸挖掘機履帶板鍛造液壓機是一款四角八面導軌框架式結構鍛造液壓機,具有剛性好,精度高,抗偏載能力強,采用液壓預緊。液壓系統采用二通插裝集成閥;整個系統工作穩定、可靠、使用壽命長、泄露少、故障點少。電器系統采用“PLC”可編程控制器控制,并可根據用戶要求配置比例調壓、行程數顯、光電保護裝置及移動工作臺(方便更換模具)

2000噸挖掘機履帶板鍛造液壓機主機由機身、滑塊、工作臺、主缸、行程限位等組成。機身各部件由鋼板焊接的結構件組成,焊后經回火處理處理消除焊接應力。其中下橫梁、支柱、上橫梁整體焊接成框架結構;機身中間設有滑塊,滑塊導板采用A3+CuPb10Sn10復合材料,支柱上的導軌采用可拆卸導軌。滑塊為鋼板焊接結構,鋼板為Q235-B鋼板,焊接后進行回火處理消除應力,滑塊上平面與主缸活塞桿連接,滑塊下平面加工有“T”型槽,“T”型槽布置按甲方提供的布置圖制作。2000噸挖掘機履帶板鍛造液壓機的主油缸采用單缸結構,活塞桿采用優質碳素結構鋼鍛件,表面經淬火處理以提高硬度;缸體采用優質碳素結構鋼鍛件,以保證材質的均勻性,油缸密封采用優質密封圈密封。
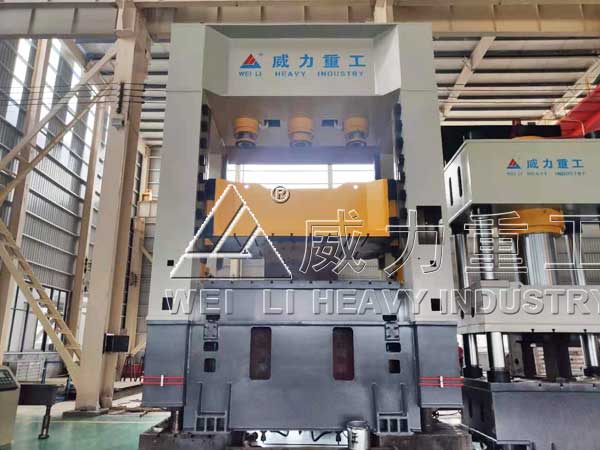
履帶板鍛造設備1000熱鍛機:
履帶板鍛造設備之1000熱鍛機也會稱為1000噸熱鍛液壓機,采用三梁四柱式結構設計,主要運用于金屬材料自由鍛造的各種工藝,如:鐓粗、沖孔、馬杠擴孔、錯移、粗轉、切割、彎曲、拔長等。在挖掘機履帶板鍛造液壓機中,這臺設備主要用于履帶板坯體的終鍛成型,具有沖壓速度快、效率高、操作簡單、環保、噪聲小、靈活性好、壽命長等優點。

履帶板鍛造設備1000熱鍛機采用三梁四柱結構形式,主要由機身、油缸、移動工作臺、液壓傳動系統、電控系統、潤滑系統等組成。該四柱液壓機具有獨立的動力系統和電氣系統。液壓系統采用先進的二通插裝閥控制技術,有效解決了鍛造液壓機流量大、速度快、卸壓快等液壓控制難題。電氣控制系統采用“PLC”可編程控制器,提高了電控系統的可靠性,實現了對鍛造液壓機速度、壓力及壓力分級的準確控制,并很容易實現鍛造液壓機和輔機裝置的連鎖控制。可配移動工作臺,方便用戶更換模具。機器的工作壓力、行程范圍均可根據工藝要求進行調整。
購買1000噸2000噸挖掘機履帶板鍛造液壓機的注意事項:(機器的選購應該根據生產工藝性質、批量、模具情況、精度要求等合理選擇。一般生產批量較大且多為中小制件的可選用操作方便、生產效率高的快速熱鍛機。)
①用戶要弄清楚企業加工工件是什么,對液壓機是不是有特殊要求?同時留有一定余量,考慮擴大企業規模后需求。
②1000噸2000噸挖掘機履帶板鍛造液壓機的公稱壓力必須大于沖壓工藝力。但對工作行程較長的工序,不僅僅是只要滿足工藝力的大小就可以了,必須同時考慮滿足其工作負荷曲線才行。
③設備的行程次數應符合生產率的要求。
④1000噸2000噸挖掘機履帶板鍛造液壓機滑塊行程應滿足制件在高度上能獲得所需尺寸,并在沖壓工序完成后能順利地從模具上取出來。

2000噸挖掘機履帶板鍛造液壓機-履帶板鍛造設備1000熱鍛機安全操作:
1、不知道鍛造液壓機的結構性能或操作程序不應該擅自啟動機器;
2,液壓機工作的過程中,不應停止進行維護和調整模具;
3、當2000噸挖掘機履帶板鍛造液壓機-履帶板鍛造設備1000熱鍛機發現嚴重的泄漏或其他異常現象(如動作不可靠,噪聲大、振動等)應停止在分析原因,設法排除;
4、不得超載或超過設備的最大偏心使用;
5、不要超過最大沖程的滑塊、模具閉合高度最低不得少于600毫米;
6、2000噸挖掘機履帶板鍛造液壓機-履帶板鍛造設備1000熱鍛機電氣設備接地必須堅實可靠的;
7、每天工作結束:把設備滑塊到最低位置。
上一篇:上一篇:熱壓電梯配重塊液壓機_金屬配重塊熱壓成型機
下一篇:下一篇:400噸多向鍛造液壓機-汽車萬向節叉熱擠壓液壓機
相關產品: