






- 產品名稱:紅沖液壓機(400噸800噸1000噸1500噸2000t)模鍛液壓機
- 推薦度:

視頻展示:
紅沖是對金屬材料用加熱沖壓加工成形的工藝,屬于熱加工范疇。加工時先將加熱金屬坯料放進模具內,通過液壓機沖壓的作用使其在模具內發生塑性變形,從而壓制出各種形狀和力學性能良好的壓制件。紅沖是一種熱成型工藝,是在一套特殊的模具裝置上實現的熱成型,該套裝置可以安裝于絕大數的鍛造壓力機上使用,例如電動螺旋壓力機,沖床,液壓機,熱模鍛壓力機等模鍛壓力機等。
紅沖液壓機(400噸800噸1000噸1500噸2000t)多工位模鍛液壓機適用于金屬的冷、熱鍛壓成型,亦可適用于可塑材料的壓制工藝,可完成自由鍛壓、模鍛成型等工藝。本機器采用PLC及觸摸屏控制,工藝動作可實現點動、半自動、自動多種操作方式。本機器的工作壓力、行程范圍均可根據工藝需要進行調整。山東威力重工設計生產有多種紅沖液壓機、多工位模鍛液壓機、鍛造液壓機等設備,多種結構噸位按需設計生產,電話咨詢張經理:18306370898(可加微信)
紅沖是對金屬材料用加熱沖壓加工成形的工藝,屬于熱加工范疇。加工時先將加熱金屬坯料放進模具內,通過液壓機沖壓的作用使其在模具內發生塑性變形,從而壓制出各種形狀和力學性能良好的壓制件。紅沖是一種熱成型工藝,是在一套特殊的模具裝置上實現的熱成型,該套裝置可以安裝于絕大數的鍛造壓力機上使用,例如電動螺旋壓力機,沖床,液壓機,熱模鍛壓力機等模鍛壓力機等。
紅沖液壓機(400噸800噸1000噸1500噸2000t)多工位模鍛液壓機適用于金屬的冷、熱鍛壓成型,亦可適用于可塑材料的壓制工藝,可完成自由鍛壓、模鍛成型等工藝。本機器采用PLC及觸摸屏控制,工藝動作可實現點動、半自動、自動多種操作方式。本機器的工作壓力、行程范圍均可根據工藝需要進行調整。山東威力重工設計生產有多種紅沖液壓機、多工位模鍛液壓機、鍛造液壓機等設備,多種結構噸位按需設計生產,電話咨詢張經理:18306370898(可加微信)
紅沖液壓機的優點:
1)成形基本上不受產品零件自身外部形狀的限制;
2)生產使用普通常用設備,投產容易,適宜中小型企業生產;
3)生產率高,適宜大批量生產;
4)由于采用抽芯裝置,壓制出來的制件內部是空心的,不像鍛壓模加工出來的制件那樣內部是實心的,而且一般小型紅沖模的毛邊厚度小,而鍛造模制件的毛邊厚度一般在2mm以上,所以材料利用率要比鍛造模高許多;
5)紅沖是一種少無切削的加工工藝,表面粗糙度接近模具,尺寸精度能達高,所以它的機械切削量很小;
6)紅沖件的力學性能好,因為紅沖后金屬坯料經過加熱、擠壓、冷卻,其金屬結構發生變化,消 除了原來因鑄造或拉拔而造成的缺陷,使制件內部晶體結構呈由內向外的線狀,提高了紅沖制件的力學性能;
7)經紅沖后的制件,金屬內部晶粒得到了細化,增強了金屬的致密度,提高了零件抗蝕能力;
8)適用于各種有色或黑色的金屬加工。
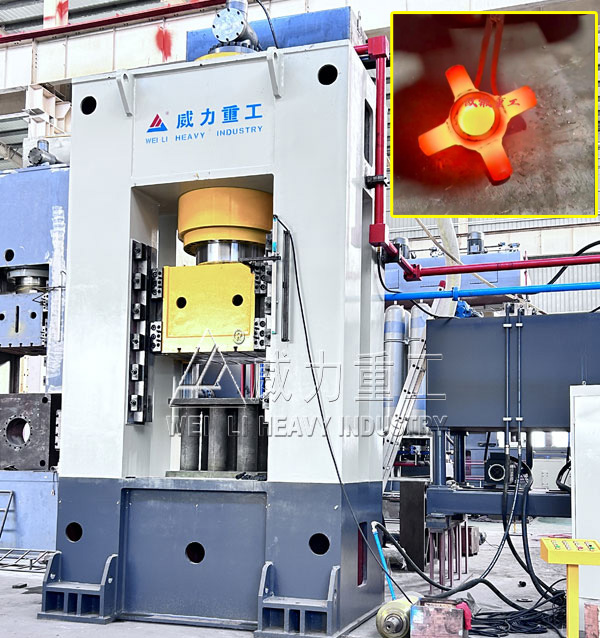
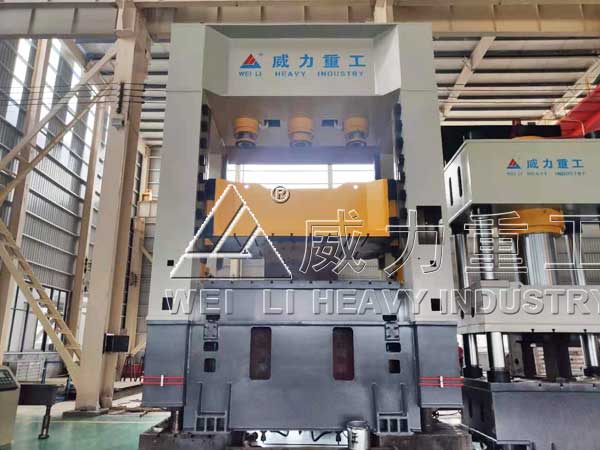
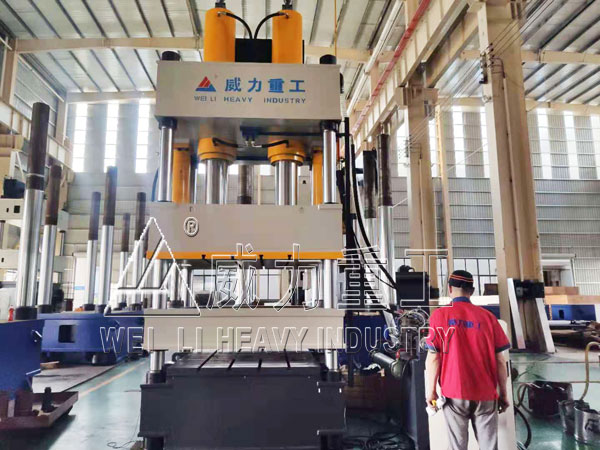
紅沖液壓機(400噸800噸1000噸1500噸2000t)多工位模鍛液壓機產品展示:
400噸三工位模鍛液壓機

多工位紅沖液壓機

接叉萬向節鍛造液壓機

2000噸熱鍛成型液壓機客戶使用現場

模鍛成型產品

三工位紅沖液壓機

電氣控制系統:
1、電氣系統由動力電路和控制電路組成。動力電路為380V、50HZ,擔負著油泵電機的起、停和保護。控制部分的核心功能由“PLC”可編程序控制器來承擔。根據工藝需要,由主令控制元件(選擇開關、按鈕等)發出的指令,依據行程開關、壓力繼電器等檢測元件所測得的信號,對紅沖液壓機(400噸800噸1000噸1500噸2000t)多工位模鍛液壓機的開關量、模擬量進行處理,驅動液壓先導閥等器件,實現對液壓執行元件--油缸的壓力、位移的控制,進而完成機器的生產過程。
2、電氣系統有獨立的電氣控制柜和操作臺, 其上有電磁閥工作指示燈及機器的工作狀態指示燈以及工作方式選擇開關和相關按鈕等。
3、設有一個活動按鈕站,位于機器的前側。
4、大功率電動機起動采用星形三角起動。
液壓部分:
紅沖液壓機(400噸800噸1000噸1500噸2000t)多工位模鍛液壓機液壓動力系統由動力控制系統、各種閥和液壓操縱箱等組成,對主機提供動力并實現對主機的控制。液壓站布置于主機右側。
1、液壓系統采用先進的插裝閥集成系統,該閥通流量大,抗污染,控制靈活,性能可靠,便于維修。電磁閥采用名優產品。
2、液壓系統工作壓力25Mpa,主閥門應為二通插裝閥。要求液壓系統設有過載保護裝置。
3、油箱為鋼板焊接結構,其上安裝有油位指示計、空氣濾清器等,油箱安裝時要進行酸洗、鈍化和防銹處理,配有油液過濾裝置,以保證工作油液的清潔度。
4、液壓管路系統應密封可靠,連接方式優先采用法蘭連接,管路布置整齊,并采用抗震管夾和耐振壓力表,然后涂防銹耐油漆。
設備安全保護措施:
1、靜止及急停按鈕:發生異常時按“靜止”按鈕, 壓力機工作全部停止,按“急停”按鈕,包括電機均停止運行。
2、雙手操作按鈕。雙手下行同步時限0.5~1S。
3、液壓雙支承保險回路:為防止滑塊失控下行, 在活塞式主油缸下腔設置液壓支承雙保險閥回路,確保安全。設置液壓聯鎖回路,確保支承保險閥不打開時,主缸活塞就無法下行。
4、超載保護:液壓系統設有液壓安全閥,確保壓機不會超載工作而損壞壓機。
5、紅沖液壓機(400噸800噸1000噸1500噸2000t)多工位模鍛液壓機頂部設有維修平臺、梯子和圍欄,確保維修人員安全。
設備工作條件:
1、電源:三相380V(±10%),50Hz。
2、工作環境溫度:-5~40℃,濕度:大80%。
紅沖工藝與熱擠壓相比較:
熱擠壓工藝的模具與冷擠壓的模具基本上相同,金屬材料在模腔內的流動較為簡單,成形的零件形狀,大多數與冷擠壓零件差不多,偏向較為簡單形狀的零件成形。
紅沖模具的結構比熱擠壓模具要復雜,結構特點是沖壓方式與型腔模的成形方式有機結合,它不僅能在壓力機上擠壓成型腔式擠壓模,而且能一次性實行多方位的脫模動作,它在足夠強大的壓力下,迫使金屬材料在模腔內通過復雜的流動,擠壓成像型腔模(注射模)那樣形狀的復雜零部件。
所以說紅沖工藝是精鍛和熱擠壓工藝的更深層次和更寬廣度的發展。
本文由:液壓機廠家 搜集整理
本文由:液壓機廠家 搜集整理
上一篇:上一篇:鍛造挖掘機斗齒機器設備-5000噸多工位熱鍛液壓機
下一篇:下一篇:1500噸快速熱鍛液壓機_1500t紅沖熱鍛油壓機
相關產品: