



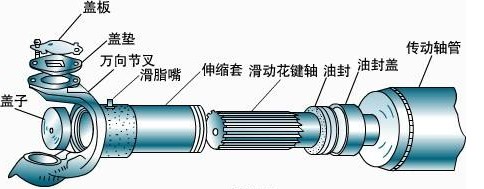
傳動軸是位于汽車變速箱與驅動橋之間傳遞動力的部件。包括叉頭、叉桿,叉頭的尾部呈圓柱體型,叉頭的尾部設有突出的圓柱凸臺,叉桿呈圓筒型,叉桿一端與圓柱凸臺緊固連接,叉桿圓周上設有與叉桿同軸向的花鍵,叉頭、圓柱凸臺、叉桿的內外圓筒同軸;
傳動軸叉
生產制造傳動軸叉選用哪種機器設備呢?需要根據傳動軸叉的生產制造工藝來選擇,傳動軸叉多選用鍛造成型工藝,選用高效、節能、環保的傳動軸叉鍛造液壓機,配合模具,多向鍛造而成。傳動軸叉多向鍛造液壓機有很多種結構,常見有四柱式、框架式,選用哪種噸位、結構合適呢?

傳動軸叉圓鋼下料
傳動軸節叉軸鍛造工藝步驟:
1、切割下料:將圓形棒料進行切割下料成所需尺寸;
2、退火:將切好的棒料放入箱式退火爐加熱至800度,然后保溫2小時后,隨箱式退火爐冷卻至550度時出爐,然后空冷冷卻至室溫;
3、拋丸:將產品放入拋丸機,選用80號鋼砂,拋丸15-20分鐘,去掉表面的氧化層及少量的毛刺;
4、磷皂化處理:
(1)、首先將拋丸后的工件水洗后放入55-75攝氏度的磷化液中磷化30-40分鐘;
(2)、將磷化好的工件水先干凈后放入皂化池中于65-75攝氏度皂化處理10-25分鐘;
6、修整:切掉毛坯節叉(兩耳朵)上的多余材料后,沖切形成圓??;然后對節叉去毛刺,再依次對花鍵部份車加工,打中心孔和銑裝配槽;
7、熱處理加工:采用多用爐淬火,將修整后的工件加熱到840-900攝氏度滲碳保溫5-10小時;然后油冷冷卻至70-100度后,回火至150-240攝氏度,保溫1.5-2.5小時,然后出爐;
8、噴砂:對工件表面進行噴砂處理,選用0.1mm的鋼丸,在高壓噴砂機下均勻噴涂30-60秒鐘,然后將工件取下,即可;
9、防銹處理:對噴砂過后工件進行防銹處理;
10、磨耳孔:對防銹處理后的工件節叉部分進行磨耳孔處理,得成品。
11、檢測和包裝:對成品進行硬度、表面粗糙度、裂痕、隱形裂痕、尺寸、扭力測試、疲勞測試,將合格品包裝入庫,即可。

1000噸框架式多向鍛造液壓機
傳動軸叉多向鍛造液壓機常用有500噸、630噸、800噸、1000噸等。我們山東威力重工設計生產有800噸傳動軸叉多向鍛造液壓機、1000噸傳動軸叉多向鍛造液壓機,采用框架式結構,剛性好、精度高、抗偏載能力強。機架設計經由有限元素分析,具有高剛性、高精度。四角八面直角導軌、精度高,剛性好,并采用液壓預緊。液壓系統采用二通插裝集成閥;整個系統工作穩定、可靠,使用壽命長,泄露少,故障點少。電器系統采用“PCL”可編程序控制器控制;并可配置行程數顯、光電保護裝置及移動工作臺(方便更換模具)。

傳動軸鍛造液壓機

鍛造成型傳動軸叉

傳動軸叉
傳動軸鍛造液壓機
傳動軸叉多向鍛造液壓機多向模鍛的合模采用4缸對稱均布,主穿孔缸位于4合模缸的中心,全部為缸底支撐;兩水平缸為拉桿缸底支撐,除此之外,為實現一機多用的目的,主穿孔缸活塞設計制造為空心活塞,當作為擠壓液壓機時,活塞孔即為擠壓產品的出料孔,下橫梁設有多向模鍛的頂出缸,此缸還是擠壓時的芯棒驅動缸。
鍛造成型傳動軸叉
傳動軸叉多向鍛造液壓機的優點:
⑴左右水平缸載荷平衡于下梁,傳動軸叉多向鍛造液壓機立柱不承載,變形??;
⑵結構簡單,制造難度??;
⑶鍛造操作空間大,方便安裝輔助設備。
傳動軸叉
上一篇:上一篇:630噸蛭石耐火板液壓機壓制效果,避免踩坑
下一篇:下一篇:500噸800噸1000四柱金屬拉伸液壓機特點與操作

