



集裝箱板包括集裝箱頂板、集裝箱側板,沖壓集裝箱板一體成型設備,選用薄板拉伸液壓機,所選液壓機噸位常用有630噸、800噸、1000噸四柱液壓機。800噸集裝箱板拉伸成型液壓機用于不同板材沖壓成型,成型關鍵除液壓機外,更多的在于模具的設計。800噸集裝箱板拉伸成型液壓機的工作臺面比較多啊,多為3800mmx2000mm,具體所需按工作臺面、開口、行程等可根據集裝箱板的規格尺寸、模具的參數等來設計。我們山東威力重工在薄板拉伸液壓機的設計制造經驗豐富,有豐富案例。采購定做800噸集裝箱板拉伸成型液壓機,歡迎來公司實地考察,或電話聯系張經理:18306370898(可加微信)

集裝箱板拉伸成型
800噸集裝箱板拉伸成型液壓機包括上箱體、上滑塊、上模、上主油缸、下箱體、下主油缸、下滑塊和下模,所述的上主油缸設置于上箱體上部,上滑塊設置于上箱體下部,上模固定于上滑塊底部,上主油缸與上滑塊之間設置有一驅動單元,上主油缸通過該驅動單元帶動上滑塊沿豎直方向移動;所述的下滑塊設置于下箱體內部,該下滑塊下部連接下主油缸,上部連接下模,下主油缸帶動下滑塊沿豎直方向移動;所述的下箱體一側設置后擋料裝置,該后擋料裝置牽引板材朝一方向水平移動。
集裝箱板的成型工藝:
1、鋼板預處理有以下幾個步驟:
(1)鋼卷開卷——平板校平——一次打砂一次鋅粉
(2)側板平板剪斷——沖壓拉伸成型——修邊沖孔(通風孔)
(3)門板,前墻板平板剪斷——折彎成形——修邊沖孔(鎖桿安裝,銘牌孔)
(4)底橫梁,底側梁卷板分條(開卷之前分條)——800噸液壓機沖壓拉伸成型(打砂之前)——沖缺口(叉槽)
其余零件平板剪斷——裁剪——沖缺折彎成形
2、型材
型材鋸斷一次打砂一次鋅粉
所有的零件沖壓制作出來后送至焊接車間各對應臺位。
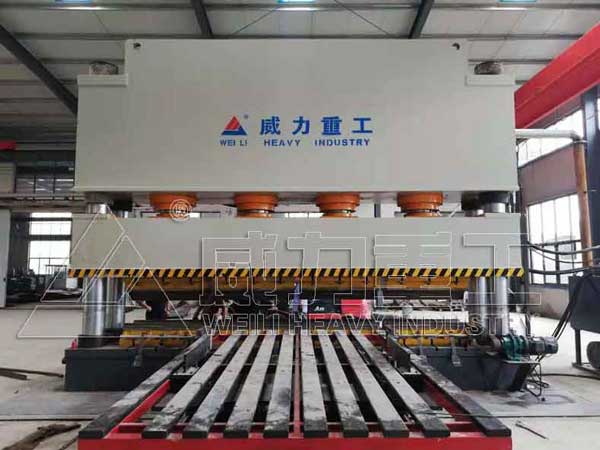
800噸集裝箱板拉伸成型液壓機是為客戶量身定制,伺服系統控制,設計合理,結實耐用,四個主油缸分布均勻,模具受壓均勻不偏載,PP壓濾板成型效果更好:外觀平整,無波浪,成品率高;伺服系統的優勢是節能省電、噪音低、體積小,速度是可以調節的,空程下降速度可調、壓制速度可調、回程速度可調,大屏幕液晶顯示觸摸屏,人機界面清晰,人性化,操作簡單方便。采用多缸多柱三梁結構,工作臺兩側配備有4個開模缸,工藝動作流程為:放料—滑塊快速下降—滑塊慢速下降—慢壓—拉伸—慢速開模—滑塊快速回程—脫模—取出成品。

集裝箱板拉伸成型液壓機
800噸集裝箱板拉伸成型液壓機其工藝流程為:800噸液壓機初始位置→拉伸滑塊與壓邊滑塊一起快降→壓邊滑塊單獨快降→壓邊滑塊加壓→拉伸滑塊下行拉伸工件→保壓延時及卸壓→拉伸滑塊壓邊滑塊回程→頂起旋轉裝置頂起工件→(工件移走后)頂起旋轉裝置退回。頂起旋轉裝置頂出起始時間可由滑塊的回程中設定的位置激發,以提高工作頻次。
集裝箱板采用反拉伸工藝,液壓墊可安裝于工作臺中或工作臺外。液壓系統采用插裝閥,電氣系統采用PLC自動控制。具備點動、半自動操作功能,各運動部件的行程、壓力、速度在一定范圍內均獨立可調,滿足金屬制品成型件的需要。可根據用戶需要配備打料裝置、移動工作臺、沖裁緩沖裝置、光柵安全保護裝置、人機界面等。
集裝箱板采用反拉伸工藝,液壓墊可安裝于工作臺中或工作臺外。液壓系統采用插裝閥,電氣系統采用PLC自動控制。具備點動、半自動操作功能,各運動部件的行程、壓力、速度在一定范圍內均獨立可調,滿足金屬制品成型件的需要。可根據用戶需要配備打料裝置、移動工作臺、沖裁緩沖裝置、光柵安全保護裝置、人機界面等。
上一篇:上一篇:630噸1000噸液壓機模壓SMC玻璃鋼花盆工藝流程
下一篇:下一篇:封頭拉伸機-4500t封頭模壓機-封頭沖壓成型液壓機

