



電梯配重塊,裝載機配重塊等是用什么機器設備生產的?要根據配重塊的成型的原材料、制造工藝等來選擇。這里介紹的一款采用鐵粉末加熱后壓制成型配重塊的生產工藝,所選用的設備為電梯配重塊液壓機、裝載機配重塊液壓機等,出機器外,還需要使用配套模具,通過液壓機施加一定的壓力,配合模具,壓制成型所需要的密實度。山東威力重工機床有限公司在電梯配重塊,裝載機配重塊等產品的生產工藝有著豐富的設計經驗,可根據您需要壓制的配重塊重量體積密度計算出您需要的液壓機參數。近期公司剛為客戶定做了一臺1800噸四柱四柱液壓機,用于壓制配置塊,除此以外,該設備還用于壓制鐵粉六角啞鈴頭、杠鈴片等產品,是金屬粉末成型液壓機的一種,用于粉末的冷壓、熱壓成型。
1800噸電梯配重塊成型液壓機
配重塊主要是用來增加自重來維持平衡的重物,比較常見的便是電梯配重塊。配重塊的成型一般是通過液壓機設備將金屬屑等原料進行熱壓誠信不過,配重塊的原料一般包括生鐵屑、熟鐵屑、粒子鋼、廢舊彩鋼瓦、廢金屬板材料等。用戶可以根據配重塊的尺寸、密度、大小選擇不同噸位的的配重塊熱壓成型液壓機常見的有800噸、1000噸、1500噸、2000噸、2500噸、3000噸、3500噸、4000噸等多種噸位。配重塊的加工步驟可以分為:金屬破碎——篩分——定量送料——雙氣流控溫爐——脫硫除塵——壓制成餅——入庫。,整套配重塊生產線需要很多設備,包括金屬破碎機、皮帶輸送機、控溫爐、高溫儲料倉、高溫計量裝置、液壓自動布料器、熱壓成型液壓機、配重塊定制模具、液壓出料裝置、自動化控制系統、高溫尾氣冷卻裝置、除塵器及附屬設備。這其中最重要的設備有配重塊熱壓成型液壓機、金屬破碎機、全自動控溫爐。
配重塊的壓制成型工藝有三種壓制方法:單向壓制、雙向壓制、浮動模壓制。

電梯配重塊,裝載機配重塊生產的工藝流程:
1、將配重塊的原料通過破碎機進行破碎后混合生鐵屑、鋼渣粒子鋼、爐渣粉等送入熱控爐進行預熱烘干,一般加熱到600℃-1000℃進行脫氧、脫雜、至預溶狀態,然后進行稱重,將稱重后的物料送進配重塊熱壓成型液壓機的模具進行布料,經過熱壓成型為配重塊,加工成型的配重塊的形狀及厚度均可按照需求進行定制,單位體積密度達到6.5以上,單塊重量可達80公斤以上,此種工藝可以完美替代傳統的配重塊成型工藝。
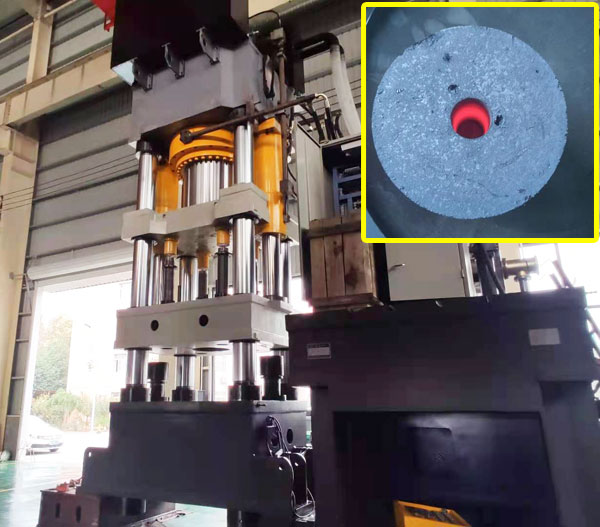
2、除了上述工藝外,除了減少前期的投入成本,目前,很多客戶生產電梯配重塊,多采用先將鐵粉末冷壓成毛坯。然后將毛坯進行加熱到一定溫度,放在1800噸四柱液壓機上,進行二次加壓,知道達到配置的密實度。這種成型工藝,較前者,能夠節約投資成本,且壓制效果好,密實度高,效果高等優點。是目前生產配重塊、啞鈴、杠鈴片的理想工藝。一般情況下,3000噸四柱液壓機可用于壓制50KG 左右的重量。如果您的配重塊最重的達到70KG 那么我們建議您選用5000t四柱液壓機,加大壓力才能保證每塊配重鐵的密度和抗摔強度。

1800噸液壓機電梯配重塊液壓機
1800噸四柱液壓機-1800噸電梯配重塊熱壓液壓機為18000KN壓力,工作臺為1800mm×1600mm ,行程:800mm 最大開口:1500mm 。該設備組成包括機身、工作平臺、固定底板、主油缸、推料油缸,推模油缸、上固定梁、四個立柱、壓料桿、壓頭、料箱、料箱底、料筒法蘭、料筒和料斗;由上橫梁、下橫梁、四個立柱組成封閉結構,1800噸四柱液壓機-1800噸電梯配重塊熱壓液壓機由本機(主機)、動力系統及液壓控制系統三部分組成。1800噸四柱液壓機-1800噸電梯配重塊熱壓液壓機主機系統由上橫梁、滑塊、工作臺、立柱、主油缸和頂出缸(選裝)等組成。該設備是粉末成型液壓機的常用機型,采用四梁四柱式導向結構,壓制配重塊效果高、精密度高,速度快。山東威力重工在粉末液壓機的設計制造上經驗豐富,有粒子鋼熱壓塊機、陶瓷粉末液壓機、耐火材料液壓機、啞鈴成型液壓機、牛羊舔磚液壓機、育苗壓塊機、魚餌魚飼料液壓機等等,100噸-5000噸配重塊液壓機按需設計定做,了解更多,來聯系張經理:18306370898(可加微信)

鐵粉末熱壓成型電梯配置塊
上一篇:上一篇:1500噸坩堝液壓機采用雙工位壓制成型石墨坩堝
下一篇:下一篇:多機聯動2800噸液壓機冷沖壓成型波紋鋼腹板

