



啞鈴的主要組成部分為啞鈴桿、啞鈴片以及六角圓螺母啞鈴頭。三者分別為桿件、盤類零件以及筒類零件。三類零件的毛坯制造以工藝特點:
1、啞鈴桿的毛坯選用碳鋼棒料,通過車床進行粗車和半精車,并進行表面螺紋加工,得到符合尺寸要求的啞鈴桿。
2、啞鈴片的毛坯采用鑄造工藝,利用得到的盤狀毛坯,對于中心孔,通過鉆孔以及粗鏜、半精鏜等工序,得到符合裝配要求的孔。而啞鈴片兩端的平面需要進行銑削加工,通過粗銑和半精銑,獲得符合加工要求的啞鈴片。
3、六角啞鈴頭的生產工藝分為鑄造成型、模壓成型兩種。目前,市場多選用模壓成型六角啞鈴頭,成型材料:鐵粉與混合劑;成型設備:液壓機;成型工藝為先冷壓在熱壓成型。

鐵粉啞鈴熱壓成型工藝:
模壓成型六角啞鈴頭成型工藝選用鐵粉混合劑,選用液壓機設備與模具配合壓制成型啞鈴毛坯,然后將啞鈴頭毛坯進行加熱到一定溫度后,放在1800噸四柱液壓機的工作臺模具內,進行二次加壓,直到達到所需要密實度。這種生工藝前期投資少,模壓成型啞鈴的密實度高。是目前很認可的一種生產啞鈴的方式。這臺1800噸四柱液壓機也是公司專門為客戶定做,就是用于熱壓生產啞鈴頭、杠鈴片等設備。除此以外,該設備還是熱壓成型電梯配重塊的理想機型。

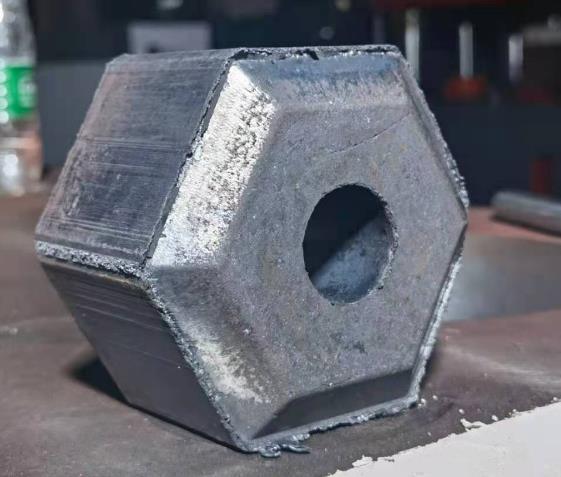
1800噸四柱液壓機試機時,選用鐵粉末熱壓成型產品
啞鈴成型液壓機是一款通用的粉末成型液壓機,多采用三梁四柱或者四梁四柱式結構,可適用于舉重啞鈴的熱壓成型,專用來壓制各種金屬、非金屬、陶瓷、耐火材料制品,加工時采用浮動壓制成型工藝,上、下壓頭同步雙向等壓,啞鈴產品可以收到雙向均勻壓制,密度均勻,是加工啞鈴的理想設備。1800噸四柱液壓機機身由上橫梁,活動橫梁及下橫梁用四根立柱連接起來,通過螺母固緊而組成一個封閉的鋼性框架承受液壓機工作時的作用力,動梁和主缸活塞桿法蘭連接,以立柱為導向上下移動。滑梁的下平面和下橫梁的上平面用于固定模具。
1800噸鐵粉健身啞鈴熱壓成型液壓機采用四梁四柱結構,有獨立的液壓和電器系統,具有浮動壓制,使制品成型密度得到有效控制,電氣控制采用PLC可編程控制器,液壓系統采用先進的插裝集成閥,保證液壓機連續,頻繁的穩定工作。配有油液冷卻裝置。配伺服控制系統,其壓制速度、壓力、行程可在一定范圍內調節。在成型過程中,可多次排氣,以消除坯件中夾雜的空氣,使產品密度達到某一特定值,以減少變形、控制燒結收縮率和得到電氣性能。具有芯桿驅動機構,可提高制品內壁部分密度均勻性,并可防止制品在脫模時產生內裂紋。關鍵位置(加粉高度、壓制終了位置、脫模位置)采用機械定位,重復定位精度高。

山東威力重工機床有限公司設計生產有400噸鐵粉啞鈴冷壓成型液壓機、1800噸鐵粉啞鈴熱壓成型液壓機、800噸健身啞鈴液壓機、鐵粉電梯配重塊熱壓液壓機、粒子鋼熱壓塊機等設備。公司還設計生產有金屬粉末成型液壓機、陶瓷粉末成型液壓機、耐火磚成型液壓機、耐火材料成型機、石墨坩堝成型液壓機、石墨碳棒成型液壓機、匣缽成型液壓機等,100噸-5000噸可按需設計生產粉末成型機。采購了解更多,聯系公司張經理:18306370898(可加微信)
熱壓成型啞鈴
上一篇:上一篇:500噸/800噸封頭拉伸成型液壓機發貨前試機
下一篇:下一篇:石墨坩堝用熱壓成型模具與坩堝液壓機

